卧式绕线机是大型电力变压器、电抗器线圈绕制的专用设备,是集自动放线、自动绕线及恒压力整形(轴向和辐向)于一体的自动化生产设备。设备的控制核心采用高性能PLC,设备上集成了多台电动机,包括主轴电动机、轴向压紧电动机和辐向压紧电动机等,为了保证精度,这些自动绕线机一般都采用变频控制或者是伺服控制。

但是传统绕线机的PLC与变频器(含伺服驱动器)间采用直接线缆连接方式,传送4~20 mA模拟量信号或DC24 V等开关量信号,并以此监控变频器(含伺服驱动器),会存在以下弊端。
1)线缆太多,可靠性不易保证。
2)信息集成能力不强。
3)仅靠I/O接线方式获取的信息量有限,大量的数据如设备参数、故障及故障记录等数据很难得到。
为解决这些问题,研发了采用Profibus总线通信的变压器绕线机。其中主轴电动机采用交流变频速度控制;轴向压紧电动机采用交流变频转矩控制;辐向压紧电动机采用交流伺服控制。设备核心控制器采用PLC。
将现场总线技术应用到此大型数控卧式绕线机上,即采用Profibus总线,将A700变频器、ACS800变频器和LXM05B伺服与PLC组成Profibus网络,很好地解决了上述问题。
Profibus简介
Profibus由三个兼容部分组成,即Profibus-DP(DecentralizedPeriphery)、Profibus-PA(Process Automation)和Profibus-FMS(Field busMessage Specification )。
1)Profibus-DP。是一种高速低成本通信,用于设备级控制系统与分散式I/O的通信。使用Profibus-DP可取代DC24 V或4~20 mA信号传输。
2)Profibus-PA。专为过程自动化设计,可使传感器和执行机构联在一根总线上,并有本征安全规范。
3)Profibus-FMS。用于车间级监控网络,是一个令牌结构,实时多主网络。
Profibus是一种用于工厂自动化车间级监控和现场设备层数据通信与控制的现场总线技术,可实现现场设备层到车间级监控的分散式数字控制和现场通信,从而为实现工厂综合自动化和现场设备智能化提供了可行的解决方案。
与其他现场总线系统相比,Profibus的最大优点在于具有稳定的国际标准EN50170作保证,并经实际应用验证具有普遍性。市场调查确认,在德国和欧洲市场中Profibus占开放性工业现场总线系统的市场超过40%。
大型数控卧绕中的Profibus网络
大型数控卧绕中的Profibus网络采用Profibus-DP方式,包括如图1所示的以下设备。
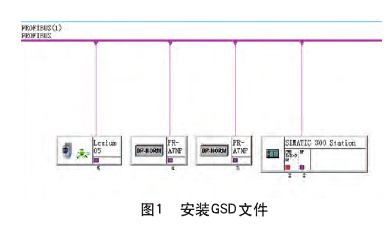
(1)PLC 1台,型号为313C-2DP,作为MASTER,总线地址为2。
(2)A700变频器 1台,作为SLAVE,带FR-A7NP模块,总线地址为3。
(3)ACS800变频器 1台,作为SLAVE,带RPBA-01模块,总线地址为4。
(4)LXM05B伺服驱动系统1台,作为SLAVE,总线地址为5。
PLC中Profibus通信的程序实现方法
1.硬件组态
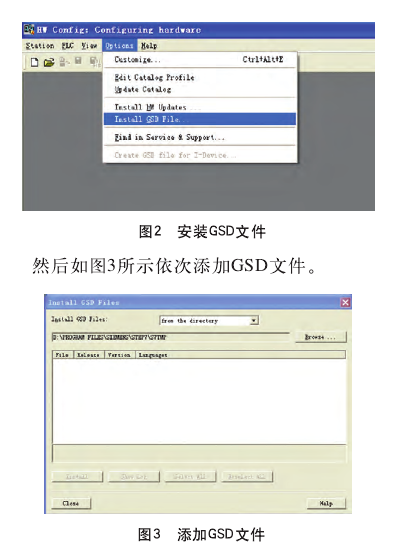
首先需要安装A700变频器、ACS800变频器及
LXM05B伺服这些设备的GSD文件,如图2所示。
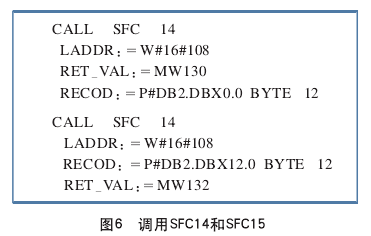
最后依次完成A700变频器、ACS800变频器以及LXM05B伺服的硬件组态,如图4所示。定义硬件组态时根据实际需要选择PPO类型,本大型数控卧式绕线机中选择的是PPO2,如图5所示。
2.软件编程
需要注意以下几点。
1)为每个SLAVE设备创建一个DB块,存储需要通信的参数。
2)为每个SLAVE设备创建一个FC块,并在其中调用SFC14和SFC15,如图6所示。
3.变频器和伺服驱动器的参数设定在完成PLC程序的硬件组态、软件编程和通信电缆连接后,需要对变频器和伺服驱动器进行参数设定,包括通信地址、波特率及操作模式等。如果通信异常,则变频器和伺服驱动器面板上的通信指示灯会有提示。
通过在大型数控绕线机上应用Profibus网络,省去了PLC与变频器和伺服驱动器间的大量I/O线缆,同时整个电控系统的可靠性也得到了保证。缩短了调试周期,减轻了设备的后期维护工作。

 精密平行绕线机
精密平行绕线机 精密环型绕线机
精密环型绕线机 自动飞叉绕线机
自动飞叉绕线机 全自动设备系列
全自动设备系列 精密线圈
精密线圈 包胶线圈
包胶线圈 精密马达线圈
精密马达线圈 空芯线圈
空芯线圈 变压器线圈
变压器线圈