��ѹ�����ʽ��������Ҫ�豸����������������:���߷ž���Բ�߷ž������Ͽ����������Զ���ƫ��ȥë�̡���ࡢ����Ե�������˲���Ե�������Զ����ߡ��վ������ͺ��ӵ�װ�á����潫������ʹ���豸���Ʋ�ʹ���豸�������Ʋ������豸�����ֽ��н��ܡ�
1������ʹ���豸
�����Ľṹԭ������ͼ��ʾ��
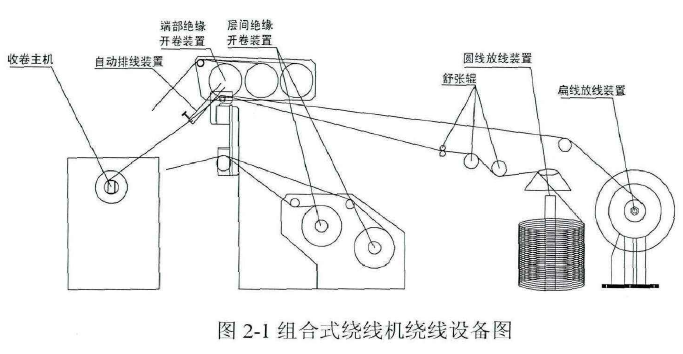
(1)���߷ž�װ�ú�Բ�߷ž�װ��
����ͼ��ʾ,��ƽ�߷ž�װ����װ��������ʽɲ��Ƭ,������ɲ��Ƭ����������,��������ʱ,��Ƭɲ��Ƭ��н�,ʹ��ƽ�߷ž�Բ���ܵ�Ħ�����������Բ�������,����ͨ���˹�������ѹ������ѹֵ�����������Ĵ�С��

Բ�����ƹ��̵�������ͨ����Բ�������Ź��ϲ��Ʋ����ġ�Բ���Ͼ��ǰ���������ֱ�����Ϸ��õ�,�������վ�����ͻȻ����ʱ,Բ�߷ž�װ���ϵ�Բ���Ͼ�������Ϊ���������ɢ���䡣
(2)�������Զ�����װ��
����ͼ��ʾ,�Զ�����װ��������ͷ���ŷ������ֱ�ߵ������˿�ܵ����,����ͷ��װ�ڹ���˿����,�ŷ������������˿��,�Ϳ���ʵ������ͷ����ֱ�ߵ��������ƶ�,����װ�õ���������װ����λ����,���������ŷ�����Ĺ���Ϊ200W��

2���Ʋ�ʹ���豸
�����Ľṹԭͼ��ͼ2-5��ʾ��
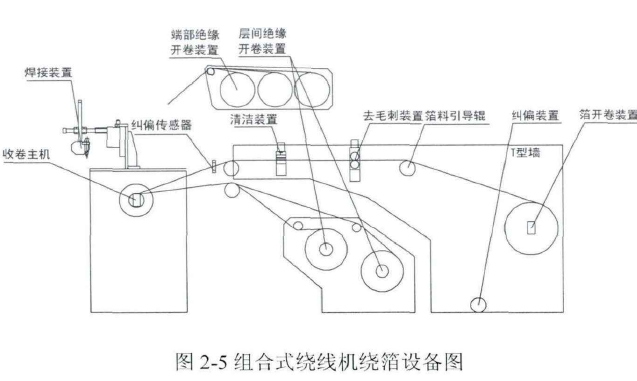
(1)���Ͽ���װ��
���Ͽ���װ����װ�� ��ѹ��,����������,���Ͼ�����װ�ڿ���װ����, ����ѹ��ѹ��;�����ϲ��ϻ�װ�÷�ת�վ�ʱ, ����ѹ��һֱ����ѹ��״̬�Ϳ��Է�ֹ���Ͼ����䡣����װ����ͨ���ŷ��ƶ��������������ģ���ͼ2-6��ʾ,�ŷ��ƶ����Ļ����̶�������T��ǽ�Ļ�����,�ŷ��ƶ���ͨ���һ�������ż�����,��������������Ϊ��װ�õ�����,���ٱ�Ϊ17.49���ŷ��ƶ������ͺ�ΪZKB-5XN,�ת��50Nm,������2A,�ŷ��ƶ���ͨ�����һ���뿪�����ͨ��Ƥ��������
�����Ʋ�ʱ,����������õ�,�ŷ��ƶ���ͨ������ƶ�����, ������ʹŷ��ƶ������վ������϶���ת;�������Զ�����ʱ,�ŷ��ƶ���ʧ��,�վ�����Ϳ����������ת, �������Ƥ��֮��һֱ���ڴ�״̬,��֤�����ƹ�������������ʧ,���п�������Ĺ���Ϊ150W��
(2)ȥë��װ�ú����װ��
ȥë��װ����һ�������������ĸ���ѹ��,�����綯��ʱ,��ѹ�Hѹ�½������ϵ�ë��ѹƽ�������ϵ�ë���п��ܻ�̴���Ե��,���²�ͬ��֮�䷢����·��ë�̵Ĵ��ڻ��������˷ŵ�,����ʱ�������ѹ���ڲ���Ե�㡣���װ�������������е�ëձ��������ϵĻҳ��������ϵĻҳ�ͬ���ή�Ͳ����֮��ĵ�����Եǿ��,����ʱҲ����ɾ�Ե��Ļ�����
(3)�������Զ���ƫװ��
�����ľ�ƫװ���ɹ��ģ������ƫ���������ŷ�ϵͳ�����ٻ�������˿�š�ֱ�ߵ����T��ǽ���, ���ᡢ�Ʋ��ĸ�����������ȥë�̺����װ�þ�װ��T��ǽ��,�����ŷ�����Ĺ���Ϊ200W,���ٻ��ļ��ٱ�Ϊ5����������˸�װ��һ���ӽ� �غ���λ����,�ӽ�����Ϊ������Ӧʽ,���ڲ�����ƫ�ŷ�����ij�ʼ��λ�ź�;��λ�������ڱ�֤T��ǽ���Ử��ֱ�ߵ��졣
(4)����װ��
���ݱ�ѹ���Ĺ���Ҫ��,��Ҫ�ڲ�ʽ��Ȧ����ʼ�˺�ĩ�˷ֱ����һ��ͭ��,��Ϊ��ѹ����ѹ����Ȧ������������װ�ð����ƶ�С��������ѹ�塢���Ӽоߺͺ�ǹ��,�ƶ�С����ͨ���첽��������ٲ�����˿������,�ƶ�С������Ĺ���Ϊ90W,ͨ�������Ƶ�����е���,���Է���ص������ӵ��ٶ�;����װ�õ����˸�װ��һ����λ����,���������ƶ�С����λ��;���ӵ����������õ�λ�����е���,�����Զ��Խӷ�ʽ���Ա�֤�������,��ߺ���������
3�����ߺ��Ʋ����ʽ����
(1)�վ�����
�վ����������Ͽ��Թ̶�����,��������������ת�����Ȧ�����ơ��վ�����Ĺ���Ϊ5.5KW,�ɱ�Ƶ������,���ý�̤���ؿ�����������ֹͣ,�վ����ͬʱ���е���ƶ���,���������վ�����Ŀ����ƶ�Ҫ���վ�����������ͨ����е�������ٻ������ݶ���,��������λ�ɹ�ѡ��,�Ʋ�ʱ����1��,1���ļ��ٱ�Ϊ55.2,�������ܹ���ýϴ�Ķת�غͽϵ͵Ķת���������Ʋ��Ĺ���Ҫ��;����ʱ����2��,2���ļ��ٱ�Ϊ32.5,�������ܹ���ý�С�Ķת�غͽϸߵĶת�����������ߵĹ���Ҫ���վ������ϵľ���ѹ������������,����ʱ����ѹ��ѹ��,Ϊ�վ������ϵIJ����ṩһ��������ѹ�������Ʋ����ͣ�������ϲ��Ͻ��к���ʱ,�þ���ѹè������ѹ��,��ֹ���Ʋ�����ɢ���䡣
(2)����Ե����װ��
�����ʽ�����������ײ���Ե����װ��,����ͬʱʵ�������Եֽ�Ŀ���,���в���Ե��������Ĺ���Ϊ120W�����ڲ���Ե���������ֵ��С,��˲���Ե�������������������ƶ�ɲ��Ƭ����,������ֵ�ĵ��ڿ���ͨ���˹�������ѹ������ѹֵ��ʵ�֡��Զ�����ʱ,���������л����Զ�״̬,���ϺͲ���Ե�ص���һ�𱻾������վ�������,���������ת,���綯���ƶ�����һƬɲ��Ƭ�뿪�������ɲ��ƬĦ����������,������Ե����ʱ��Ҫ�ֶ�������

 ����ƽ������
����ƽ������ ���ܻ�������
���ܻ������� �Զ��ɲ�����
�Զ��ɲ����� ȫ�Զ��豸ϵ��
ȫ�Զ��豸ϵ�� ������Ȧ
������Ȧ ������Ȧ
������Ȧ ����������Ȧ
����������Ȧ ��о��Ȧ
��о��Ȧ ��ѹ����Ȧ
��ѹ����Ȧ