低速绕线机主要是由机架、绕线主轴机构、排线机构、绕线夹具、张力机构和控制系统等组成。绕线机结构示如图 2 所示。
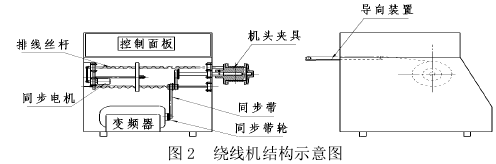
1、绕线机主轴机构
绕线机是由三相交流异步电机带动同步带和传动轴转动的。这样做,保证了绕线两侧主轴的转动是等速和同步的。通过加工提高装配精度,进而保证线模具同心和绕线质量。
2、排线机构
排线机构一般采用步进电动机作为低速绕线机排线机构的驱动源,主要采用步进电动机经同步齿型带驱动滚珠丝杆旋转或采用经联轴器驱动滚珠丝杆旋转的方式。本文采用的是第一种方式,即步进电动机经同步齿型带驱动滚珠丝杆旋转的形式。由于滚珠丝杆与步进电动机轴之间采用的是柔性连接方式,所以,对步进电动机机座定位面的要求和滚珠丝杆与导向杆件的装配要求也相应降低了。为了达到设计要求,采用复合排线法有针对性地改进了排线机构。排线机构的换向控制是控制绕制线圈质量的关键。在设计中,可通过软件控制异步电机在换向时速度与时间的配合,这样就不会造成压叠或松散等情况。
3、张力机构
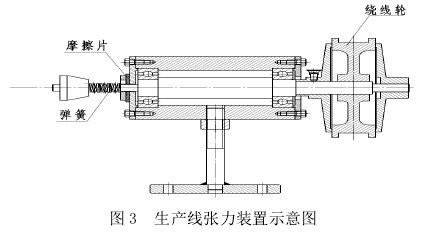
在绕制细微漆包线和贵金属合金细丝时,由于线径细,如果张力太大,就会断丝或将线拉长,增大线圈的直流电阻;如果张力太小,就会出现乱排线现象,降低绕制品质。因为该设备的放线张力器是固定在滚珠丝杆排线杆上的,所以,采用毛毡压紧方式控制张力。在实际生产过程中,可在重要的工艺环节中增加张力装置,以控制张力的大小,保证排线整齐、无压叠、无松散,经过细致的调节完全可以满足不同线径的需求。
生产线张力装置如图 3 所示。
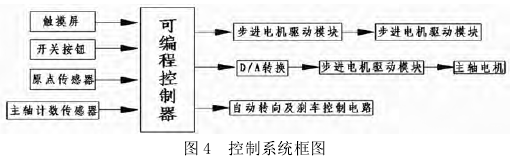
4、控制系统
绕线机的控制核心采用的是可编程控制器,以人机交换界面为触摸屏,执行机构为直流步进电机,主轴传动机构为变频电机。如果能够精确控制排线和绕线的主轴,就能保证绕制线线圈的精度。在此期间,主要执行部件采用的是进口产品,具有响应快、可靠性高的特点。控制系统的相关内容如图 4 所示。
工作过程:启动绕线编制程序,调出绕线参数,根据线径大小和起始点调整参数和原点,固定绕线夹具和骨架,手动调线并固定。将电位器开关置于 0 速度的位置,待启动按扭后,将速度由低到高匀速调试并执行自动绕线。绕线工作流程如图5 所示。

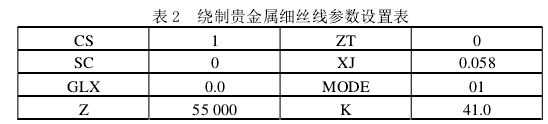
绕制贵金属合金,比如Ф0.05 mm 的细微丝线时,对其的要求是密绕均匀、美观、无断线。具体的参数设置如表 2所示。

 精密平行绕线机
精密平行绕线机 精密环型绕线机
精密环型绕线机 自动飞叉绕线机
自动飞叉绕线机 全自动设备系列
全自动设备系列 精密线圈
精密线圈 包胶线圈
包胶线圈 精密马达线圈
精密马达线圈 空芯线圈
空芯线圈 变压器线圈
变压器线圈