空心绕线机是用于绕制精密自粘空心线圈的专用设备,可以绕制各种VCM音圈、喇叭音圈、跑道形喇叭音圈、电动机线圈、DVD激光头线圈、感应线圈、扁平电动机线圈、手机振动电机线圈、非接触式IC卡线圈、各种自粘异型线圈等。空心绕线机采用可编程控制器作为控制核心,触摸屏作为人机交换,伺服电机作为执行机构,实现转轴与排线的精确控制,从而保证绕线的精度。龙鑫电子LX-DZ1300全自动空心线圈机是全自动无骨架系列的机型,可以绕制不同规格的空心线圈(见图1),该设备性能可靠,效率高,自动化程度高,24 h的连续运转只需要最简单的保养,适应线圈的大批量生产。

1、主要技术特征
主轴数: 单轴
固定方式: 热风粘接
适用线径: 0.02mm-0.2mm(大于0.2mm要另议)
驱动方式: 三轴同步插补伺服控制
绕线精度: 0.002mm
绕线外径: 20mm(大于20mm要另议)
排线马达: 100W伺服马达(Y轴)
排线宽度: 10mm(大于10mm要另议)
排宽马达: 200W伺服马达(X轴)
主轴马达: 400W伺服马达(U轴)
停止精度: 0.02度
引出线长度: 一般35-50mm(可调)
工作转向: 顺时针/逆时针
张力器 : 磁性张力器
操作系统 : 触摸屏操作
线切断 : 切线和夹线同步方式
出线角度 : 任意可调(结合治具)
电源电压: AC 220V/50HZ
气压: 4-6kgf/cm2
机体尺寸: 880mm(W)*500mm(L)*1380mm(H)
2、全自动绕线机的工作原理
全自动绕线机由机械结构部分、电气控制部分、气路部分等组成。其中机械部分由绕线机构、排线机构、剪线机构、线圈模具、脱模机构、加热机构、张力机构、机架等组成。
该全自动绕线机工作原理是:漆包线从原料桶出来,经过张力机构后,线保持恒定的张力,然后通过排线机构的导线轮,再到减压线机构的压线柱下。绕线机构和排线机构协同动作,即绕线机构每旋转1周,排线机构带动漆包线移动1个线径的距离,从而实现整齐精密排线。同时加热机构对漆包线和磨具进行加热,使漆包线一绕到磨具上,就能粘结在一起。当绕完一个线圈时,减压线机构把漆包线剪断的同时另一端又被压倒,然后把线圈卸载。周而复始,实现全自动排线。主体机构见图2 。

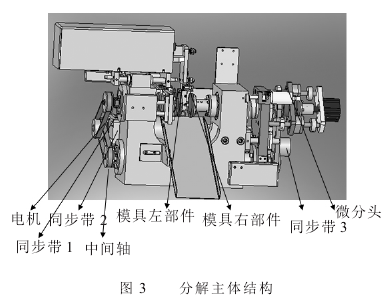
(1) 绕线机结构
该机构由电机、同步带轮、同步带、中间轴、模具左部件、模具右部件等组成,如图3所示。成功绕制空心线圈,必须保证模具左右部件回转中心同心,并目_模具左右部件同步等速转动。工作原理:电机通过同步带轮同时带动同步带1和同步带2,同步带2又通过中间轴把动力传递到右端的同步带3,然后再带动模具右部件转动。由于该机构使用的同步带轮直径相同,最终模具左右部件实现同步等速转动。
注意事项,模具右部件不同心,就会导致在绕线过程中模具右部件相互错动而发生摩擦,降低模具精度和缩短模具寿命,更严重的是擦伤线圈,降低线圈合格率和使用寿命。所以,在设计图纸中,严格控制加工及装配精度,保证模具左右部件回转中心同心。该机构由伺服电机、精密丝杠、精密导轨组成。
该机构设有由伺服电机驱动的滚珠丝杆传动机构,其中丝杆与交流伺服电机的输出轴固定连接;活动排线架与丝杆螺母固定连接;精密排线的要求:当导线绕过一圈时,导线架必须移动一个线径的距离,本传动采用高精度滚珠丝杆,保证了传动的精确性,减小了换向时的空程,进而保证了两端的排线精度。
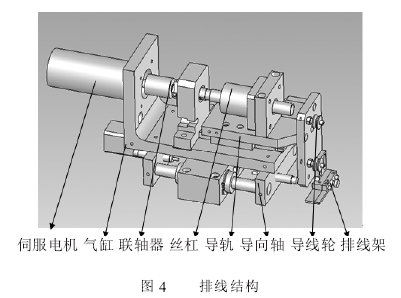
(2) 排线机构
该机构由伺服电机、联轴器、精密丝杠、精密导轨、气缸、导向轴、导线轮和排线架组成,见图4 该机构设有由伺服电机驱动的滚珠丝杠副传动机构,其中丝杠与伺服电机的输出轴通过联轴器连接;活动排线架与丝杠螺母固定连接;导轨对丝杠带动的部件精密导向。排线开始前,气缸带动整个丝杠导轨和排线架部件沿导向轴滑动至排线初始位置,完成后排线,由气缸带动回到原位。
精密排线原理,通过PLC编程,并在人机界面输入漆包线线径参数。实现绕线模具每转动1周,伺服电机通过丝杠导轨带动导线和漆包线移动一个线径的距离;排满一层后,绕线模具每旋转1周,排线架和漆包线就返回一个线径的距离,从而实现第2层精密排线。如此循环,也能实现多层排线。本传动采用高精度滚珠丝杆,保证了传动的精确性,减小了换向时的空程,进而保证了两端的排线精度。
(3) 剪线机构
该机构由一对剪线模具、带弹簧导向销、切刀等零件组成。可以完成自动压线及自动剪线功能。
(4) 线圈模具
由3个零件组成,更换不同的线圈模具可绕制不同型号的线圈。根据线圈外形以及线圈的电阻要求,设计出符合要求的音圈图纸,然后根据音圈图纸,设计模具图纸,一是根据音圈进出线的要求及方式设计进线模,另外两个是根据音圈外形规格设计的芯轴及脱模模具。针对不同的音圈型号,这3件模具要随时更换。要求模具的安装尺寸与设备的安装部件具有互换性,按图纸加工好即可以方便更换。
(5) 脱模机构
该机构使用气缸带动导向装置动作,使模具芯轴进退,实现线圈从模具芯轴中脱离。另外有另一气缸可将脱模液涂于右夹板上,可使音圈容易脱离。
(6) 加热机构
绕制空心线圈所使用的线是自粘性漆包线,目前国外国内都有生产,其主要性能是经过热风烘烤后可以相互粘结在一起,我所采用热风加热器可以通过温控表控制温度,具有可靠稳定的工艺温度,而且有调速阀控制热风量的大小,可提供线圈在绕制过程中具有可靠的工艺温度。
设备在使用前就应该先加热一段时间,给模具提供好足够温度,这样绕制的线圈不会散圈。
(7) 张力机构
(1)张力控制使用电机张力器与以往的传统张力器不同,电机张力器稳定性强、移动时张力稳定,可提高良品率。其他公司使用传统机械式张力器,张力追随性差、张力不稳定。在开始绕线提速和绕线结束减速时一般张力器的张力不稳定、会直接影响绕线效果(比如断线率会比使用马达张力器高)。
(2)采用电机张力器,可调整丝线的张力,保证排线整齐,无压叠、无松散。
(8) 机架
机架采用角钢焊接,外表面采用优质碳素结构钢板,表面喷塑,美观大方。
(9) 关键技术
S轴与X轴的同步控制;两侧绕制轴的同心及同步旋转技术;绕制模具的结构设计等,其关键技术具体解决方法参看部件结构及原理。
本机的主要执行器件均由日本原装进口,可靠性高,稳定性好,拆装方便。机械电气设计相对独立,如果在工作中出现问题可分别进行维修。机械结构中零件具有可互换性,各零件可分别拆装维修;电气设计中各模块也可分别拆装互换。
通过CNC控制的2个轴和1个汽缸来完成绕线。
(1) x轴一控制排线;
(2) s轴一绕线旋转;
(3) 卷幅通过调整汽缸的行程用螺丝固定。

 精密平行绕线机
精密平行绕线机 精密环型绕线机
精密环型绕线机 自动飞叉绕线机
自动飞叉绕线机 全自动设备系列
全自动设备系列 精密线圈
精密线圈 包胶线圈
包胶线圈 精密马达线圈
精密马达线圈 空芯线圈
空芯线圈 变压器线圈
变压器线圈