目前使用接点引线环及多芯铜线作为导线完成设备内各部件的电连接,一般是将多芯铜线的端部去掉绝缘保护皮后,将露出来的多芯铜线直接穿入引线环线裤中,用压接钳压接线裤与铜线丝,使接点引线环与导线压接成一体,引线环孔接入螺栓紧固使用。经过一段时间的使用,发现压接引线环存在如下问题:1)引线环是采购的,其材料和加工过程难以控制;2)压接引线环与多芯铜线的结构松散(见图1),强度较低。在设备使用过程中,由于受到铁路振动的影响,容易发生折断现象。

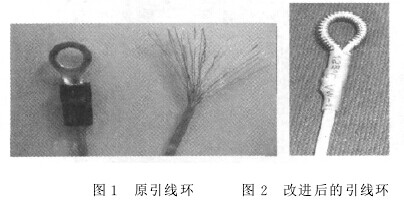
为了解决这种引线环连接处易断的问题,决定取消引线环,将去掉绝缘皮的多芯铜线用单根铜线进行缠绕,再将缠绕后成为一体的多股铜线制成引线环,接入螺栓联接固定,引线环如图2所示。
考虑到绕制线环结构是通过手动进行细铜线的缠绕,多芯铜线的外径很小,手动缠绕时费时费力,且易出现缠绕不均匀的问题,需设计一种结构简单、成本低、缠绕均匀、省时省力的绕线机。
1、绕线机装置结构
新型手动绕线机主要包括绕线轴机构、支承绕线轴的支承机构以及带动绕线轴旋转的动力机构,如图3所示。
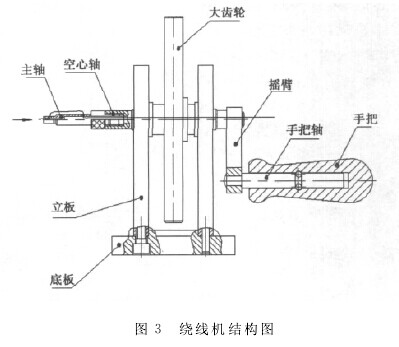
绕线机的主轴和空心轴连接在一起组成绕线轴机构,主轴孔的直径由多芯铜线缠绕后的直径确定,通过更换不同孔径的主轴可以对不同外径的多芯铜线进行绕制。空心轴有轴向的通孔,可将单根铜线穿入其中并固定在图通绕线机外形图主轴尖头部,如图5所示。小齿轮与大齿轮的齿数不同,传动比为1:5,达到了增速的效果,省时省力。手把为助力机构,通过摇动手把带动齿轮、绕线轴转动。底板、立板为支承机构。
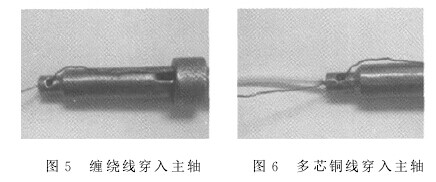
多芯铜线与单根铜钱并排挤在主轴孔内,如图6所示,只留有极小的间隙。摇动手把,通过齿轮传动使绕线轴转动,带动穿过主轴孔的单根铜线绕着多芯铜线缠绕。由于单根铜线是螺旋缠绕在多芯铜线上,缠绕过程中不额外施加外力在多芯铜线上,靠着单根铜线的螺旋缠绕使多芯铜线沿轴向向外移动,实现均匀缠绕。
2、绕线机操作程序
先将单根铜线的一端从靠近主轴端部的通孔穿入主轴及空心轴;然后将去掉绝缘皮的多芯铜线由主轴插入主轴孔,左手夹住多芯铜线及单根细铜线之前预留在主轴外而的部分,右手摇动手把,通过齿轮传动带动绕线轴旋转,绕线轴带动细铜线围绕多芯铜线旋转,多股铜线不旋转,这样单根铜线就均匀地缠绕在插入主轴孔内的多芯铜线上,如图7所示;再将缠绕好的多股软铜线卷成环状,制成线环,如图8所示。

3、绕线机效果验证
使用这种新型绕线机绕制后的多芯铜线结构紧密,单根铜线缠绕均匀、强度提高,减少了纯手工绕制线环时对裸铜线的氧化。制成的线环用于电动转辙机导线连接后,未发生断裂现象,提高了铁路道岔转换设备的安全性。绕制线环及压接端子2种结构的对比如图9所示。
4结语
本绕线机结构简单、使用方便、设备成本低、线环绕制效率高,通过更换不同尺寸型号的绕线轴或者是更换其中的主轴,可以实现不同粗细,不同长度导线的绕制。解决了手动缠绕费时费力,线环上缠绕的单股铜线不均匀的问题。使用这种新型手动绕线机使多芯铜线被缠绕成形后,线环结构紧凑、强度增大。

 精密平行绕线机
精密平行绕线机 精密环型绕线机
精密环型绕线机 自动飞叉绕线机
自动飞叉绕线机 全自动设备系列
全自动设备系列 精密线圈
精密线圈 包胶线圈
包胶线圈 精密马达线圈
精密马达线圈 空芯线圈
空芯线圈 变压器线圈
变压器线圈