ФЪЖб°ьПЯИЖЦЖ№ӨТХЦРЈ¬ХЕБҰКЗТ»ёцК®·ЦЦШТӘөДІОКэЈ¬Жб°ьПЯі§јТФЪЖб°ьПЯіці§Кұ¶јМṩИЖРРХЕБҰөДІОҝјЦөЈ¬ФЪК№УГКұұШРлұЈЦӨ№ӨТХЦөВъЧгПЯІДТӘЗуЈ¬ПЯІДөД№э¶ИКЬАӯ»б¶ФІъЖ·ЦКБҝУРУ°ПмЎЈ¶ФТ»Р©ЧЬіӨҪПіӨөДПЯ°ьУИЖдКЗҫ«ГЬҙ«ёРЖчУГПЯ°ьАҙЛөЈ¬Из№ы¶ФХЕБҰГ»УРҝШЦЖ»бФміЙІъЖ·өзЖшІОКэ·ЦІјөДАлЙўЎЈТтҙЛХЕБҰјЖКЗИ«ЧФ¶ҜИЖПЯ»ъұШІ»ҝЙЙЩөДЈ¬ЛьТСіЙОӘИЖПЯ»ъРФДЬөДТ»ёцЦШТӘЦёұкЎЈ

ЛжЧЕРВІъЖ·РВјјКхөДІ»¶ПНЖіцЈ¬ХЕБҰјЖФЪҪьјёДкТІУРБЛСёЛЩөШ·ўХ№Ј¬УЙТФЗ°УЙөҜ»Й»ъРөФӨПИЙи¶ЁХЕБҰ·ўХ№өҪПЦФЪөДөзЧУІвБҝКөКұөчҪЪұЈЦӨХЕБҰОИ¶ЁЎЈөзЧУ·ҙАЎҝШЦЖХЕБҰјЖКЗФЪЧоРВёЯөөИЖПЯ»ъЙПөДК№УГёҪјюЈ¬ЛьҝЙТФёщҫЭХЕБҰІЁ¶ҜКөКұөчҪЪХЕБҰҙуРЎЈ¬өзЧУХЕБҰјЖІЙУГөДКЗөзҙЕКҪХЕБҰҝШЦЖЎЈХвЦЦХЕБҰјЖ¶аОӘҪшҝЪИЖПЯ»ъЕдұёЈ¬ёҪјюјЫёс°ә№уЈ¬ФЩјУЙПРиУлРВөДЦч»ъәНИнјюЕдМЧК№УГЈ¬ЖдК№УГіЙұҫМ«ёЯЎЈ
1ЎўХЕБҰҝШЦЖФӯАн
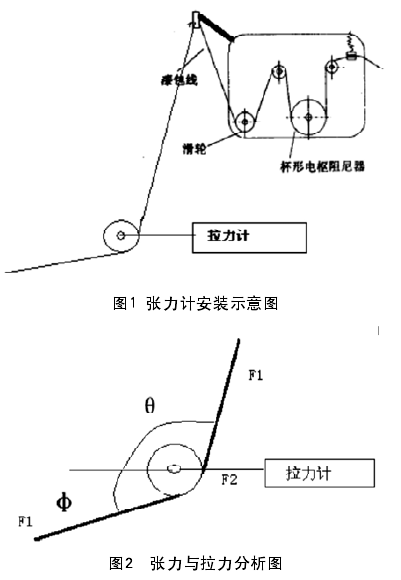
ДҝЗ°№ъДЪИЖПЯ»ъЕдұёөДХЕБҰјЖҙу¶јОӘ»ъРөКҪЈ¬НЁ№эөчҪЪөҜ»Йј°ДҰІБЖ¬өДЛЙҪфКөПЦХЕБҰөчҪЪЈ¬УЙУЪПа№Ш»ъРөІОКэөДАлЙўРФЈ¬ХЕБҰјЖЙПөДЦөЦ»ДЬЧчОӘҙуЦВІОҝјЈ¬ФЪКөјКК№УГ№эіМЦРЈ¬ОӘБЛұЬГвХЕБҰЖчөДІ»ЧјИ·Ј¬РиНЁ№эАӯБҰјЖ№іЧЎЖб°ьПЯөДТ»¶ЛКФАӯАҙІа¶ЁХЕБҰ(ИзНј1)Ј¬ёщҫЭЗйҝцөчҪЪөҜБҰј°С№ҪфБҰЈ¬УЙУЪКЗКЦ¶ҜІаБҝәНөчҪЪЈ¬ФЩјУЙПФЪИЖРР№эіМЦР»ъН·өДТЖ¶ҜЈ¬өҜ»ЙөДМш¶Ҝј°ДҰІБЖ¬ДҰІББҰұд»ҜЈ¬»№УРПЯ°ьНвРОіЯҙзөДАЫ»эұд»Ҝҫщ»бФміЙХЕБҰөДІЁ¶ҜәНЖ«АлЈ¬ЧоЦХФміЙІъЖ·өДПа№ШөзЖшІОКэіцПЦҪПҙуөДАлЙўЎЈ
ИЖПЯ»ъФЪҪПёЯЛЩИЖРРКұЈ¬ПЯІДХЕБҰҝШЦЖіэБЛёъөч¶ЁөДПа№ШФӨҪфБҰУР№ШНвЈ¬»№ёъКЬөҪЧиДбЖчј°»¬ВЦЧӘ¶Ҝ№ЯРФБҰУ°ПмПа№ШЈ¬ФЪФКРн·¶О§ДЪЈ¬ЧӘЛЩФҪёЯЈ¬ХЕБҰФҪҙуЎЈАыУГХвёцФӯАнЈ¬ҝЙЙијЖТ»МЧХЕБҰКөПЦОўөчПөНіЈ¬СЎЕдҙшУРКэҫЭКдіцҪУҝЪөДөзЧУАӯБҰјЖ(·ЗЛш¶ЁКҪ)Ч°ФЪ»ъЖчЙПКөПЦХЕБҰКөКұІаБҝЈ¬ёщҫЭХЕБҰ·ҙАЎЗйҝц¶ФИЖПЯ»ъЧӘЛЩҪшРРКөКұөчҪЪЎЈ
2ЎўХЕБҰІвБҝ
ХЕБҰјЖ°ІЧ°КҫТвНјИзНјIЛщКҫЈ¬АӯБҰјЖ№ТЧ°Т»ёц»¬ВЦАӯФЪЖб°ьПЯЙПЈ¬АӯБҰјЖЧ°ФЪЙПГжІ»У°ПмИЖПЯөДҪшРРЈ¬Н¬КұҝЙТФКөКұ¶БіцИЖРРКұөДХЕБҰЦөЈ¬ёщҫЭЛщөГХЕБҰҝЙТФҪшРРПаУҰөчҪЪЈ¬Из№ыЦөЖ«ІоҪПҙуТ»°гФЪөҜ»ЙАӯБҰјЖЙПҪшРРЛЙҪфөчҪЪЈ¬¶шИз№ыЖ«ІоЦөҪПРЎЈ¬Т»°гККөұөчҪЪТ»ПВИЖРРЛЩ¶ИјҙҝЙЎЈ
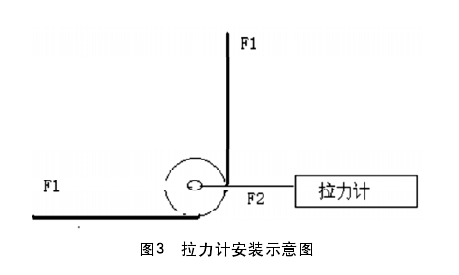
ИЖПЯХЕБҰF1УлАӯБҰјЖ¶БКэF2өД№ШПөУЙНј2·ЦОцҝЙөГ:
F2=F1ЎӨcos§¶+F 1ЎӨsinҰИ
ОӘБЛ·ҪұгІаБҝЈ¬АӯБҰјЖ»¬ВЦО»Т»°гАӯөҪЦұҪЗО»ЦГ(ИзНј3)ҙЛКұF2=F1Ј¬АӯБҰјЖЦөјҙОӘХЕБҰЦөЎЈ
АӯБҰјЖЧчОӘТ»ЦЦНЁУГ№ӨҫЯЖдРЈЧјұИҪП·ҪұгЈ¬¶ЁЖЪРЈЧјҝЙТФұЈЦӨХЕБҰЦө¶БКэөДЧјИ·ЎЈХвЦЦјУЧ°АӯБҰјЖөД·Ҫ·ЁҝЙТФЧјИ··ҙУіИЖПЯХЕБҰЦөЈ¬ұЬГвБЛХЕБҰЖчЧФЙнІОҝј¶БКэІ»ЧјИ·Ј¬КЦ№ӨІаБҝІ»Т»ЦВТФј°ЧӘЛЩТтЛШОЮ·Ё№АБҝөДОКМвЈ¬ІаБҝ·Ҫ·ЁјтөҘҝЙҝҝЦұ№ЫЎЈ
3ЎўХЕБҰөДҝШЦЖ
ИЖПЯөДЛЩ¶И(ПЯЛЩ¶И)УлХЕБҰФЪТ»¶Ё·¶О§ДЪҙжФЪ¶ФУҰ№ШПөЈ¬ЛЩ¶ИҝмХЕБҰҙуЈ¬ЛЩ¶ИРЎХЕБҰРЎЈ¬¶ФУЪХЕПЯ»ъАҙЛөЦ»ДЬҝШЦЖЧӘЦбөДЧӘЛЩЈ¬ө«КЗФЪИЖЦЖТ»Р©ІгКэҪП¶аөДПЯИҰКұЈ¬УЙУЪИЖПЯөД»эАЫөјЦВ№ЗјЬЦұҫ¶ұдҙ󣬻бФміЙПЯЛЩ¶ИөДұдҝмЈ¬ҙЛКұУҰј°КұөШ·ЕРЎЦчЦбЧӘЛЩЈ¬О¬іЦПЯЛЩ¶ИОИ¶ЁЈ¬ұЈіЦХЕБҰөДОИ¶ЁЎЈ¶ФУЪіӨ№ЗјЬАҙЛөЈ¬»ъН·өДҙу·¶О§ТЖ¶ҜЈ¬ПЯөДКЬБҰТІУРІЁ¶ҜЈ¬ФҪҝҝұЯХЕБҰФҪҙуЈ¬ҙЛКұТІУҰККөұөчҪЪЛЩ¶ИөДҙуРЎЈ¬Ҫ«өзЧУАӯБҰјЖөДАӯБҰЦөУлЛЩ¶ИҝШЦЖ№ШБӘЖрАҙЈ¬ҝЙТФЦЖіЙТ»ёцҫЯУРКөКұөчҪЪөДХЕБҰјЖЎЈ
ХвЦЦ·Ҫ·ЁөДК№УГҝЙТФМбёЯИЖПЯөДР§ВКЈ¬ХЕБҰЦёұкөДҝШЦЖёьҫ«И·Ј¬ПЯЧйөДТ»ЦВРФТІөГөҪұЈЦӨЎЈҝШЦЖР§№ыУлөз»ъј°ХыёцПөНіөДЕдұёУРәЬҙу№ШПөЈ¬ТтҙЛPIDІОКэФЪГҝМЁ»ъЖчЙП»№РиөчХыЎЈ
4ЎўК№УГР§№ы
БъцО¶ФУЪХЕБҰөДІаКФәНҝШЦЖ·Ҫ·ЁТСФЪКөјКЦРК№УГЈ¬ДіРНҙ«ёРЖчУГёРУҰПЯИҰФЪКөПЦЦРРиЕд¶ФК№УГЈ¬ОӘВъЧгТӘЗуРиМṩһЧй(4ёц)ЧиЦөөзёРЦөЖ«ІоІ»і¬№э0.5%өДЕдМЧЧйәПЈ¬ФӯПИГҝ1 000ёцЦ»ДЬСЎіц50ЧйЧуУТЈ¬ёДҪшәуМбёЯөҪ200ЧйЧуУТЈ¬ҙуҙуМбёЯБЛЙъІъР§ВКЎЈХЕБҰУлЛЩ¶ИPIDҝШЦЖФЪјтТЧИЖПЯ»ъЙПКөПЦЈ¬ҝШЦЖ·Ҫ·ЁұИҪПјтөҘЈ¬ұКХЯФЪКөК©№эіМЦРГ»УР№әЦГРВөД№ӨҫЯәНЙиұёЈ¬¶шК№ИЖЦЖР§№ыҙуОӘёД№ЫЈ¬өНіЙұҫөДёДҪш·Ҫ°ёҝЙТФёшЖдЛыИЖПЯ»ъК№УГХЯМṩІОҝјЎЈ
БъцОХл¶ФЖХНЁЧФ¶ҜИЖПЯ»ъҙжФЪөДХЕБҰҝШЦЖІ»ОИ¶ЁОКМвМбіЙұҫөДёДФмҪвҫц·Ҫ°ёЈ¬НЁ№эФЪИЖРР№эіМЦР¶БИЎХЕБҰЦөҙУ¶шОўөчИЖРРЛЩ¶ИҙпөҪХЕБҰөДОИ¶ЁҝШЦЖЎЈёГёДҪш·Ҫ°ёКөК©іЙұҫөНЈ¬јтҪЭҝЙҝҝЈ¬ҫЯУРҪПәГөДКөУГјЫЦөЎЈ
ёь¶а№ШУЪИзәОМбЙэИ«ЧФ¶ҜИЖПЯ»ъөДХЕБҰҝШЦЖөНіЙұҫЈ¬ЗлПВФШёҪјюЈә![]()

 ҫ«ГЬЖҪРРИЖПЯ»ъ
ҫ«ГЬЖҪРРИЖПЯ»ъ ҫ«ГЬ»·РНИЖПЯ»ъ
ҫ«ГЬ»·РНИЖПЯ»ъ ЧФ¶Ҝ·ЙІжИЖПЯ»ъ
ЧФ¶Ҝ·ЙІжИЖПЯ»ъ И«ЧФ¶ҜЙиұёПөБР
И«ЧФ¶ҜЙиұёПөБР ҫ«ГЬПЯИҰ
ҫ«ГЬПЯИҰ °ьҪәПЯИҰ
°ьҪәПЯИҰ ҫ«ГЬВнҙпПЯИҰ
ҫ«ГЬВнҙпПЯИҰ ҝХРҫПЯИҰ
ҝХРҫПЯИҰ ұдС№ЖчПЯИҰ
ұдС№ЖчПЯИҰ