绕线机是用于绕制各类电磁线圈的专用设备,根据绕线方式可将绕线机分为3类:平行绕线机、飞叉绕线机和环形绕线机。平行绕线机是由主轴带动骨架旋转,配合三维机构空间移动定位控制漆包线,使漆包线在骨架外层以螺旋线排列的绕线机,通常用于变压器、电感等线圈。飞叉绕线机绕制时骨架固定不动,以侧边主轴带动飞叉旋转将漆包线绕制在骨架的外槽上,通常用于电机转子和十字仪表线圈。环形绕线机是由导针牵引漆包线往复直线运动,并配合骨架旋转,将漆包线绕制在骨架的内环槽上,通常用于电机定子和特殊产品。
由于环形绕线机的主运动是由导针牵引漆包线的往复直线运动,在两端需要加减速,会造成整机的振动,其控制要比平绕法和飞叉绕法的连续旋转主运动复杂得多。由于绕线效率越高,要求的往复直线运动速度越快,两端的加减速也越大,如何达到两者的平衡,是造成目前环形绕线机自动化水平较低的主要原因。在加减速控制算法研究中,主要是控制加速度连续无突变,降低因加速度不连续而引起的设备振动。

1、定子自动绕线原理
1.1电机定子骨架
电机定子骨架结构如图1所示。
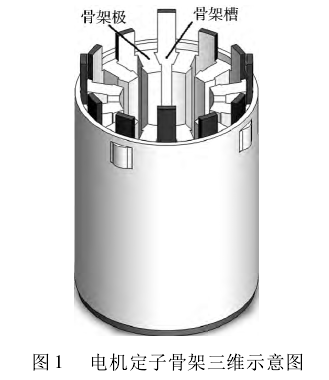
电机定子骨架结构为多极骨架,骨架极数多为4,6,8,12和24等,每极左右两侧为扇形骨架槽。电机定子绕线是将漆包线在每一骨架极两侧的骨架槽中运动,绕制在电机定子骨架的每一极上。
1.2漆包线运动轨迹数学模型
主轴系统首先将所加工骨架极旋转到指定位置,排线系统经X向、Y向及Z向运动,使导针运动到绕线起始线槽处(如图2所示),启动绕线程序,绕线时漆包线由导针带动。
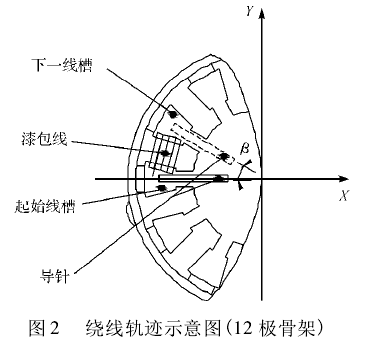
导针带动漆包线在电机定子骨架槽内以速度。匀速直线运动,在定子骨架上下两端运动时,考虑到绕线效率的问题,两端运动为组合运动,即导针在竖直方向(Z方向)减速为0,然后反向加速到速度,同时定子骨架旋转一个槽角月,故在两端的组合运动为一段弧线。
总结:
(1)电机定子自动绕线机由导针垂直运动和骨架旋转运动复合而成的腰形绕线轨迹的数学模型,提出了腰形轨迹两端分别为圆弧、椭圆、劣弧时的运动控制策略。
(2)在导针最大绕线速度相同的情况下,弓高5 mm效率明显高于10 mm及15mm,但是弓高5 mm加速度明显大于10 mm及15 mm,对设备产生较大冲击,所以在效率允许条件下,应设置较大弓高。
(3)设置弓高巧mm,在电机定子自动绕线机上实测线杆的运动学参数,并与理论值、仿真值对比,三者基本一致,结果表明绕线运动控制策略达到预期要求。

 精密平行绕线机
精密平行绕线机 精密环型绕线机
精密环型绕线机 自动飞叉绕线机
自动飞叉绕线机 全自动设备系列
全自动设备系列 精密线圈
精密线圈 包胶线圈
包胶线圈 精密马达线圈
精密马达线圈 空芯线圈
空芯线圈 变压器线圈
变压器线圈