近年来PLC以其模块化的结构、丰富的I/O接口、编程简单易学和可靠性高等诸多优势被广泛应用于各个领域,特别是工业生产过程的自动控制中。在数控全自动绕线机中采用PLC和触摸屏相结合的方式进行控制,使电控系统简洁紧凑,控制系统故障率低,软、硬件模块便于修改和维护,具有高可靠性,可大大提高企业的生产效率。
全自动绕线机控制系统构成及工作过程
通常数控全自动绕线机采用的是有三套伺服电机的控制系统,两个电机用于双飞叉,一个电机用于分度。控制系统主要采用气动控制,气动系统主要由电磁阀和气缸并配合传感器来实现。为便于程序控制和检修,整机可分为手动操作和自动操作两种,因而对应的输入输出点数就较多,若采用机械连接方式,则会大大增加硬件模块及电气连线,相应故障率也会大大增加。所以我们采用PLC和触摸屏相结合的方案。系统框图如图1所示。

下面我们主要为大家分析一下全自动绕线机的加工过程(如图2所示)。
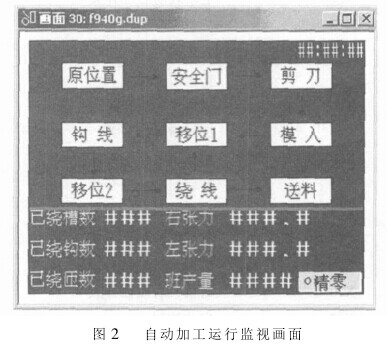
首先要在触摸屏上选择所绕转子的型号,此时所有电磁阀处于原始复位状态,一旦选定,提示装入转子,此时安全门关上,电机处于自动工作状态。由大气缸控制夹紧转子,粗夹磁性开关检测是否到位,精夹磁性开关调整至合适位置后,进行第一次移位,此时平行气缸将勾线套后拉,进行勾线,计数器对勾线次数进行计数。勾线完成转子移位进入绕线动作,同时计数器记录所绕匝数,绕完设定匝数后,分度电机旋转一定角度再次进行勾线绕线动作直至整个转子绕线完成。辅助剪线电磁阀将线拉至一定角度,平行气缸前推,将线剪断。整体复位。所有过程可在触摸屏的运行监视画面上显示。
全自动绕线机系统硬件设计
PLC是整个控制系统的核心,动作传输信号采用按钮、接近开关、磁性开关等与PLC输入端相连,PLC输出端直接和主要控制信号的电磁阀、指示灯,报警信号等相连。各种控制逻辑及时间控制全在PLC内部实现,工作过程在触摸屏上进行动态显示。根据数控全自动绕线机的加工要求及生产工艺的改进,我们选用日本的FX2N-80MR可编程控制器,触摸屏选用F940GOT-SWD图示操作终端。将触摸屏画面使用专用软件在计算机上设计完成后,再通过计算机的RS-232C串行通迅口下载到触摸屏。三部电机均采用MELSERV0-J2系列伺服电机。
全自动绕线机系统软件设计
根据加工工艺要求对输入输出地址进行分配,I/0端口的地址分配分别见表1。利用三菱的FX―win―C进行PLC程序设计,主要是以梯形图的方式编制,分为控制部分和报警两部分。
表1输入端口地址表
XO 急停按钮
X1 计数接近开关
X2 平行前磁性开关
X3 平行后磁性开关
X4 左粗夫前磁性开关
X6 右粗夫前磁性开关
X5 上辅助勾线磁性开关
X22 下辅助勾线磁性开关
X10 上夫线前磁性开关
X15 下夫线前磁性开关
X11 上断线前磁性开关
X17 下断线前磁性开关
X12 夹线按钮
X13 安全门磁性开关
X14 送料前磁性开关
X16 送料后磁性开关
X20 左绕回零接近开关
X21 右绕回零接近开关
X24 左精夫前磁性开关
X23 右精夫前磁性开关
X25 左精夫后磁性开关
X26 右精夫后磁性开关
X32 启动按钮
X33 暂停按钮
X34 分度报警信号
X35 右飞叉报警信号
X36 左飞叉报警信号
绕线机参数设定包括分度加速时间、分度速度,钩槽移位角度,绕线加速时间、绕线速度、绕线位摆角、摆线加速时间、摆线速度、钩线位摆角、回零加速时间、回零速度、剪线辅助转角等。根据转子型号需设定转子的总槽数、元件匝数、钩槽比、绕线方向等。要使绕制出的转子不伤线,就一定要设置合理的待机张力、钩线张力和绕线机张力等。参数的设定最好在整机调试时利用触摸屏系统显示画面进行监视、调整。
调试过程中如果参数设置不合理、气缸磁性开关动作不到位或接近开关故障时要及时进行报警,所以在PLC程序设计中就要逐段检测,有各种报警提示,用户画面制作中也有相应界面进行自动切换。
我公司的全自动绕线机均采用PLC进行设计,利用程序内部软触点代替以前的机械触点,程序内部计数器代替以往的拔码计数器,且配合触摸屏的使用,可以缩短设计周期,安装调试十分方便。
我公司的全自动绕线机可存贮二十个不同转子型号及其所需参数,即在可编程控制部分程序中设计时将参数部分软元件设定为可变更状态,预先写入所需不同型号转子所需的不同参数,这样在加工过程中不需修改程序,由工人直接在触摸屏上选择合适工件号即可加工生产不同型号的转子。在今后的生产过程中如果需要有新的产品型号时,由机械部分配合新型号的转子辅以不同类型的套筒,再由专业技术人员根据要求直接通过触摸屏进行参数设定,确认无误后即可投入批量生产。欢迎有需求的朋友来电咨询我们。

 精密平行绕线机
精密平行绕线机 精密环型绕线机
精密环型绕线机 自动飞叉绕线机
自动飞叉绕线机 全自动设备系列
全自动设备系列 精密线圈
精密线圈 包胶线圈
包胶线圈 精密马达线圈
精密马达线圈 空芯线圈
空芯线圈 变压器线圈
变压器线圈