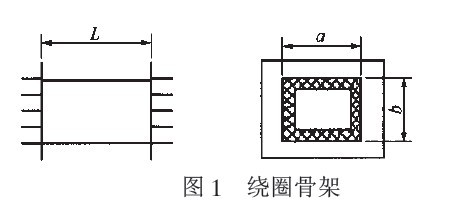
绕圈的工艺要求绕圈骨架如图!所示,由两端挡板、长方形的中空心柱和接线插头组成,对绕制在骨架上线圈的要求是:总成后的层面不能形成鼓型面或凹型面,单面的线要排列整齐、均匀,不能有叠绕现象。
细线绕线机的基本组成与普通无棱式绕线机结构相似,绕线机排线进给机构的驱动通常采用步进电动机作为基驱动源,可采用经联轴器驱动滚珠丝杠旋转或采用步进电动机经同步齿型带驱动滚珠丝杠旋转的两种形式。本文采用由步进电动机经同步齿型带驱动滚珠丝杠的形式,其结构简图如图-所示,由于在步进电动机轴与滚珠丝杠之间采用柔性连接,对步进电动机座定位面的要求和滚珠丝杠与导向杆件的装配要求可相应降低,使箱体孔加工容易,运动更加顺畅。

在线圈卷绕时,线的运动规律如图所示。
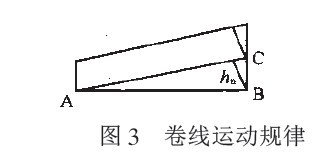
由此式可知,在线圈绕制过程中,欲使值保持不变,则与之间的速比就必须随而变化。由主轴转速和绕制层面尺寸决定,在稳定运行时保持不变,因在换向过渡过程中发生变化,使在换向过渡过程中发生变化,因此,排线机构的换向控制就成为控制绕制层面品质的关键问题。
线圈层与层之间的绕组是相互叠压的,即在一匝上有两次叠压,大螺距卷绕时,线与线的叠压容易通过,小螺距时,进线张力过大时易形成堆叠现象,换向时,从正稳态值降至,再从升至负
稳态值,这一过程的运行规律和角位移值应保证换向平稳,同层卷绕圈不叠绕,要控制排线电动机的过渡过程时间,而这一过程是通过软件控制步进电动机实现的。
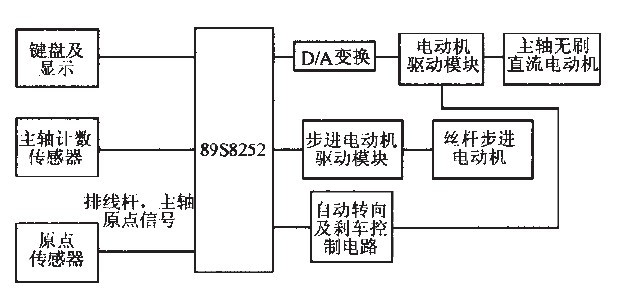
控制排线机构的硬件结构和软件设计,硬件结构系统以单片机为核心组成,带有可向下装载用编程的可擦除只读存储器和线擦写34567,与工业标准的,8指令系统及引脚兼容,内部集成有看门狗。电路硬件结构如图所示。

 精密平行绕线机
精密平行绕线机 精密环型绕线机
精密环型绕线机 自动飞叉绕线机
自动飞叉绕线机 全自动设备系列
全自动设备系列 精密线圈
精密线圈 包胶线圈
包胶线圈 精密马达线圈
精密马达线圈 空芯线圈
空芯线圈 变压器线圈
变压器线圈